Två bearbetningsmetoder för hypoidväxlar
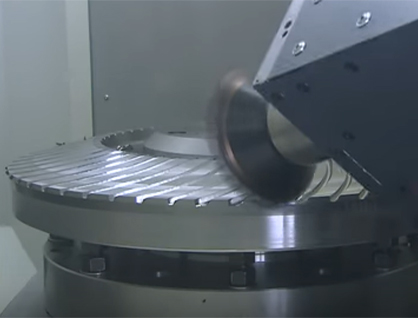
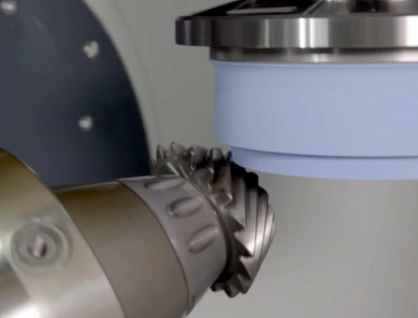
Dehypoid konisk växelintroducerades av Gleason Work 1925 och har utvecklats i många år. För närvarande finns det många inhemska utrustningar som kan bearbetas, men den relativt höga precisionen och high-end bearbetningen görs huvudsakligen av utländsk utrustning Gleason och Oerlikon . När det gäller efterbehandling finns det två huvudsakliga kuggslipningsprocesser och lappningsprocesser, men kraven för kuggskärningsprocessen är olika. För kugghjulsslipningsprocessen rekommenderas kugghjulsskärningsprocessen att använda planfräsning, och lappningsprocessen rekommenderas att möta hobbing .
Deväxlarbearbetade av planfräsningstypen är avsmalnande tänder, och kugghjulen som bearbetas av planfräsningstypen är lika höga tänder, det vill säga kugghöjderna vid de stora och små ändytorna är desamma.
Den vanliga bearbetningsprocessen är grovbearbetning efter förvärmning och sedan efterbearbetning efter värmebehandling. För ansiktshubbar-typen måste den lappas och matchas efter uppvärmning. Generellt sett bör kugghjulsparet som slipats ihop fortfarande matchas när de monteras senare. Men i teorin kan kugghjul med kuggslipningsteknik användas utan matchning. Men i faktisk drift, med tanke på inverkan av monteringsfel och systemdeformation, används matchningsläget fortfarande.