




Det finns många typer av kugghjul, inklusive raka cylindriska kugghjul, spiralcylindriska kugghjul, koniska kugghjul och de hypoidkugghjul som vi introducerar idag.
1) Egenskaperna hos hypoidväxlar
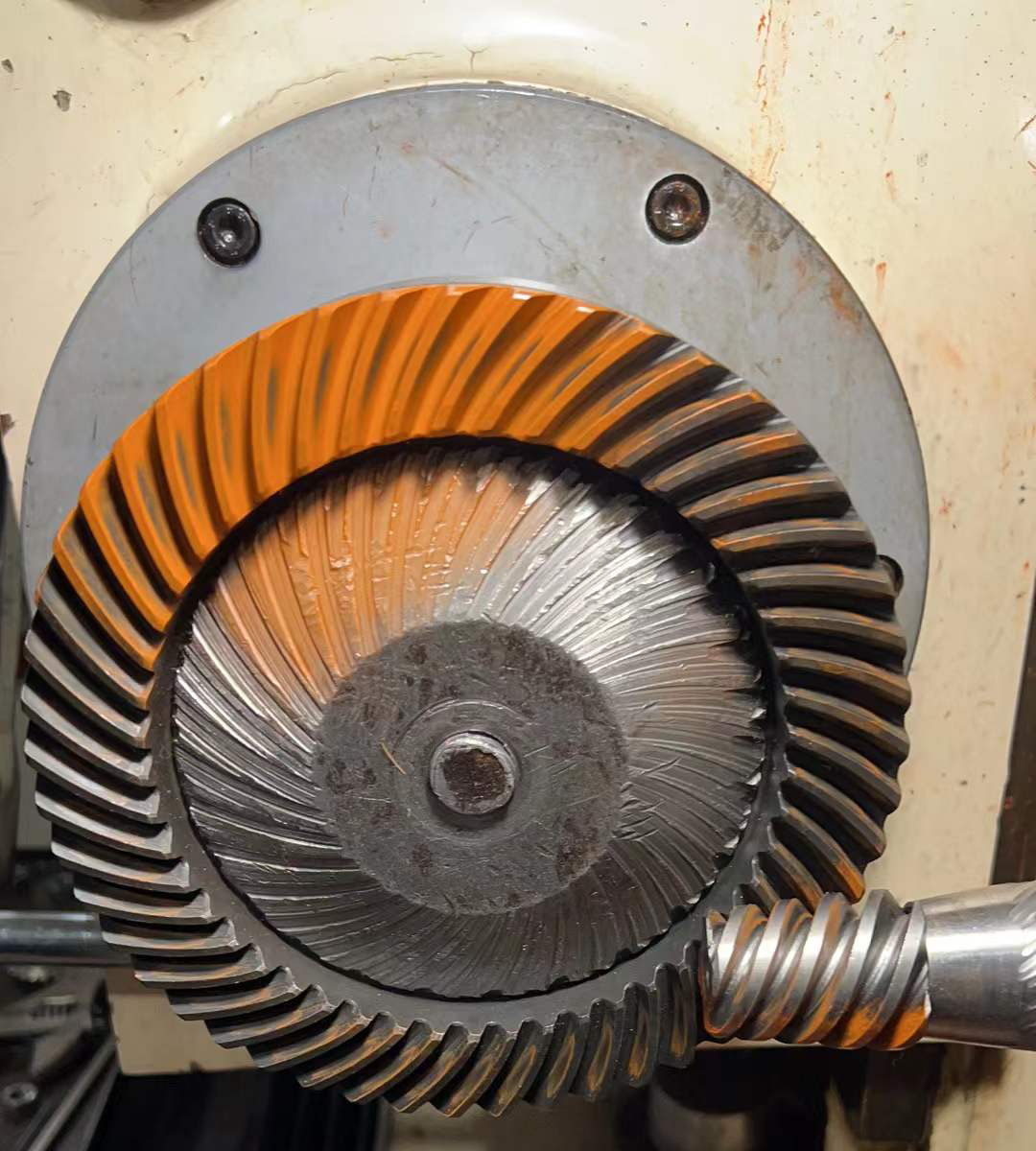
Först och främst är hypoidväxelns axelvinkel 90°, och vridmomentriktningen kan ändras till 90°. Detta är också den vinkelomvandling som ofta krävs inom bil-, flyg- eller vindkraftsindustrin. Samtidigt grips ett par kugghjul med olika storlekar och olika antal kuggar in för att testa funktionen att öka vridmomentet och minska hastigheten, vilket vanligtvis kallas "vridmomentökning och -minskning". Om en vän som har kört bil, särskilt när man kör en manuell bil, lär sig köra, när man klättrar i backe, kommer instruktören att låta dig gå till en låg växel. I själva verket är det att välja ett par kugghjul med relativt hög hastighet, vilket ges vid låga hastigheter. Mer vridmoment, vilket ger mer kraft till fordonet.
Vilka är egenskaperna hos hypoidväxlar?
Förändringar i transmissionens vridmomentvinkel
Som nämnts ovan kan vinkelförändringen av vridmomenteffekten realiseras.
Klarar större belastningar
Inom vindkraftsindustrin kommer bilindustrin, oavsett om det är personbilar, stadsjeepar eller kommersiella fordon som pickuper, lastbilar, bussar etc., att använda denna typ för att ge större kraft.
Stabilare överföring, lågt brus
Tryckvinklarna på vänster och höger sida av dess kuggar kan vara inkonsekventa, och glidriktningen för kugghjulsingreppet är längs kuggbredden och kuggprofilriktningen, och ett bättre kugghjulsingreppsläge kan erhållas genom design och teknik, så att hela transmissionen är under belastning. Nästa är fortfarande utmärkt i NVH-prestanda.
Justerbart offsetavstånd
På grund av den olika utformningen av offsetavståndet kan den användas för att uppfylla olika krav på utrymmesdesign. Till exempel, när det gäller en bil, kan den uppfylla fordonets krav på markfrigång och förbättra bilens framkomlighet.
2) Två bearbetningsmetoder för hypoidväxlar
Kvasi-dubbelsidiga kugghjul introducerades av Gleason Work 1925 och har utvecklats under många år. För närvarande finns det många inhemska maskiner som kan bearbetas, men den relativt högprecisionen och avancerade bearbetningen görs huvudsakligen av utländsk utrustning Gleason och Oerlikon. När det gäller ytbehandling finns det två huvudsakliga kugghjulslipningsprocesser och slipningsprocesser, men kraven för kugghjulsskärningsprocessen är olika. För kugghjulsslipningsprocessen rekommenderas kugghjulsskärningsprocessen att använda planfräsning, och slipningsprocessen rekommenderas planfräsning.
Kugghjulen som bearbetas med planfräsningstypen är koniska tänder, och kugghjulen som bearbetas med planvalsningstypen är lika höga tänder, det vill säga att tandhöjderna vid de stora och små ändytorna är desamma.
Den vanliga bearbetningsprocessen är grovt sett förvärmning, efter värmebehandling och sedan efterbehandling. För den ytbehandlade typen måste den slipas och matchas efter uppvärmning. Generellt sett bör de slipade kugghjulen fortfarande matchas vid senare montering. I teorin kan dock kugghjul med kuggslipningsteknik användas utan matchning. Men i faktisk drift, med tanke på påverkan av monteringsfel och systemdeformation, används matchningsläget fortfarande.
3) Design och utveckling av trippelhypoidmotorer är mer komplicerat, särskilt under driftsförhållanden eller för avancerade produkter med högre krav, vilka kräver hållfasthet, buller, transmissionseffektivitet, vikt och storlek på kugghjulet. Därför är det vanligtvis nödvändigt att integrera flera faktorer i designfasen för att hitta en balans genom iteration. I utvecklingsprocessen är det också vanligtvis nödvändigt att justera tandavtrycket inom det tillåtna variationsområdet för enheten för att säkerställa att den ideala prestandanivån fortfarande kan uppnås under de faktiska förhållandena på grund av ackumulering av dimensionskedjan, systemdeformation och andra faktorer.
Publiceringstid: 12 maj 2022